
Основы поликарбонатного листа
Поликарбонаты представляют собой углеродные полимеры с органическими группами, соединенными в длинную непрерывную цепь. Они термопластичны, т.е. при определенных температурах размягчаются, и им можно придавать различные формы. Поликарбонаты могут выдерживать большие ударные нагрузки и, как правило, не разбиваются.
Они естественно прозрачны и аморфны по форме.
В процессе производства могут добавляться добавки, изменяющие его свойства. Добавки могут уменьшить прозрачность поликарбоната, повысить его огнестойкость или сделать его поверхность менее восприимчивой к царапинам. Они также могут быть преобразованы в различные формы, наиболее распространенными из которых являются листы, стержни или трубы.
В этой статье основное внимание будет уделено поликарбонатным листам, а также различным методам и оборудованию, которые используются для формования из них желаемого конечного продукта.
Станки и оборудование для гибки поликарбонатных листов
Поскольку существуют разные методы гибки листов, из этого следует, что машины и оборудование, которые будут использоваться, различны.
Давайте рассмотрим некоторые из этих методов и оборудования.
Основные методы гибки листового поликарбоната
Некоторые из наиболее распространенных методов включают в себя:
1.Гибкахолоднойлинии
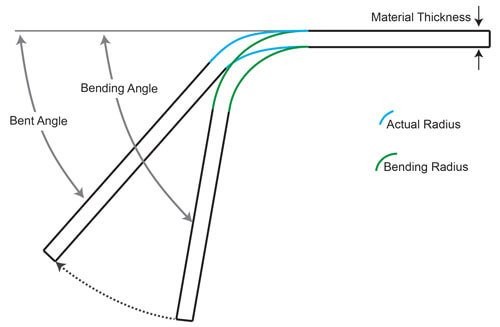
Даже без нагрева лист поликарбоната можно согнуть. Тем не менее, есть несколько факторов, которые следует учитывать, и рекомендации, которым необходимо следовать для достижения наилучших результатов. Эти факторы включают толщину листа, угол изгиба и оснастку.
Поэтому рекомендуется придерживаться следующих пунктов:
- Оператор использует инструменты с острыми краями.
- Оператор оставляет материал не тронутым в течении 1-2 дней после гибки.
- Оператор не придаёт листу желаемую конечную форму и не уменьшает угол изгиба во время монтажа.
- Может потребоваться перегибание, чтобы преодолеть эффект пружинения, попытка согнутого поликарбоната вернуться в исходное положение.
- Оператор пытается выполнить гибку холодной линии на образце перед тем, как приступить к изготовлению более крупного изделия.
Удовлетворившись пробным прогоном на образце, отрежьте лист до размера, необходимого для предварительного изгиба. Затем придайте краям гладкую поверхность, чтобы исключить возможность образования трещин на линии сгиба. Затем лист быстро сгибают, при этом в большинстве случаев защитная пленка остается на месте.
Теперь для того, чтобы изгиб сохранял нужный угол после пружинения, лист следует согнуть на 20-40 o больше нужного угла.
ПРИМЕЧАНИЕ: изгибы холодной линии обычно не превышают 90 o, так как это может превысить ее предел упругости.
Этот метод не рекомендуется для вариантов поликарбоната с твердым покрытием или даже с защитой от УФ-излучения. Это связано с тем, что этот тип изгиба, вероятно, ослабит эффективность таких добавок вдоль линии изгиба.
Пример гибки листового поликарбоната холодной линией:
Точно так же, поскольку в листе поликарбоната останется остаточное напряжение, этот процесс должен быть ограничен производством изделий, которые будут использоваться в условиях низкой ударной нагрузки.
2.Холодноеизгибание
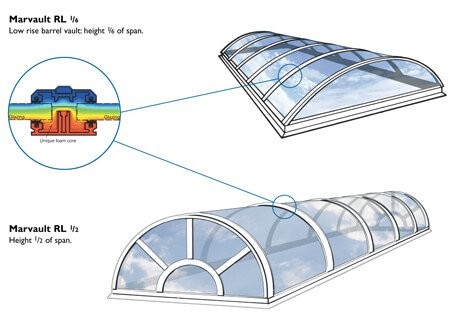
Как следует из названия, холодное изгибание — это процесс изгиба всего листа поликарбоната для создания купола или арки.
При формировании такой формы вступает в игру значение радиуса холодной штамповки. Это дает минимальный радиус, который должен быть достигнут, чтобы окончательная форма оставалась на месте. Его получают путем умножения толщины листа на 100, т.е.
Минимальный радиус холодной штамповки=толщина листа x 100
Этот радиус применяется во всех процедурах холодной гибки.
На изображении выше все значения указаны в дюймах, но принцип часто сохраняется, даже если единицы измерения указаны в миллиметрах.
Тем не менее, важно понимать, что это, как правило, для простых поликарбонатных листов, поскольку варианты с добавками могут иметь разные радиусы.
Фактически, чем тверже вариант поликарбоната, тем больше должен быть его минимальный радиус холодной штамповки.
Так, в то время как в простом поликарбонате толщина умножается на 100; существуют типы листов поликарбоната, у которых минимальный радиус в 300 раз превышает толщину листа.
3. Листогибочный пресс
Листогибочный пресс имеет долгую историю использования при формовании листового металла. А относительная гибкость листов поликарбоната, которые можно сгибать до предела, не ломая, позволила применить эту технологию при обработке поликарбонатов. В принципе, изгибание при торможении происходит, когда лист поликарбоната удерживается между двумя кусками металла, называемыми пуансоном/цилиндром.
По сути, это подвижная матрица, которая часто неподвижна, и подвижная секция перемещает лист, чтобы придать ему желаемую форму.
На рынке существуют различные типы листогибочных прессов, которые можно разделить на ручные листогибочные прессы, листогибочные прессы с ЧПУ и гидравлические листогибочные прессы.
Ручной листогибочный пресс
Как следует из названия, ручной листогибочный пресс работает за счет приложения оператором физической силы.
Оператор использует рычаги для перемещения эквивалента пуансона, чтобы заставить лист сгибаться.
Этот тип тормоза требует, чтобы оператор вручную отрегулировал все критические параметры тормоза, такие как желаемый размер изгиба и угол.
Оператор также должен зажать лист на месте, прежде чем пытаться его согнуть.
Ручные тормоза варьируются от небольших портативных тормозов, едва превышающих длину руки, до промышленных вариантов весом в сотни килограммов.
Следовательно, есть ручные листогибочные прессы, которые являются чисто механическими, а есть другие, для работы которых требуется электричество.
Гидравлический листогибочный пресс
Это электрический пресс, в котором гидравлическая сила используется для перемещения ползуна, расположенного над поликарбонатом.
В гидравлическом листогибочном прессе есть верхняя матрица с заранее спроектированной канавкой.
Чтобы согнуть поликарбонат, пресс движется вниз с заданной силой, что приводит к изгибу листа.
Гидравлические листогибочные прессы можно разделить на несколько подгрупп в зависимости от направления их ползуна и матрицы.
Или координация гидравлической системы, приводящая к таким подтипам, как гибридные прессовые и торсионные синхронизирующие тормоза.
Гибочные прессы с ЧПУ
Это тормоза, степень изгиба которых контролируется компьютерной системой с числовым программным управлением .
Они обеспечивают высокую степень точности, так как система пуансона и штампа может перемещаться по нескольким осям, а не только вверх, вниз и в стороны.
Тормоза с ЧПУ легко программируются с помощью экрана, прикрепленного к системе.
Через эти экраны оператор может запускать симуляции, чтобы увидеть конечный продукт в некоторых моделях.
Поскольку система одновременно отслеживает ввод и вывод, можно точно настроить процесс в режиме реального времени. Гидравлические листогибочные прессы и листогибочные прессы с ЧПУ обычно имеют такие затраты, а некоторые компоненты, такие как контроллер ЧПУ, объясняют разницу в классификации.
При торможении рекомендуется выполнять операцию очень быстро. Конечно, это для компенсации пружинения — лист нужно перегнуть. Не рекомендуется сгибать огнестойкие варианты листов поликарбоната, так как это может ухудшить их качество.
4.Горячая гибка
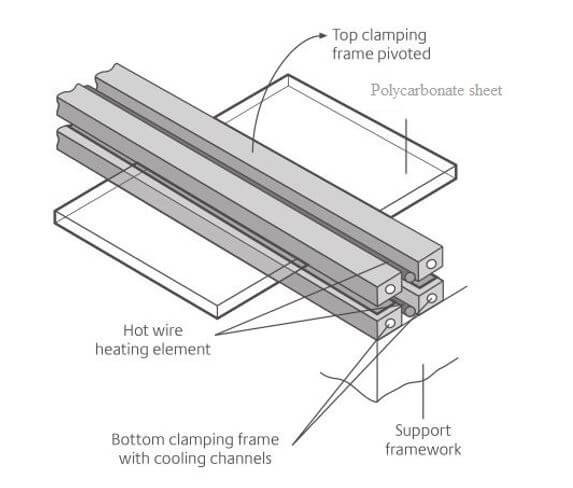
Используя преимущества термопластичной природы поликарбонатов, горячая гибка пластиков включает в себя:
- Размягчение листа по длине с помощью узкой нагретой полосы, такой как горячая проволока или электрический нагреватель.
- Поликарбонатный лист может нагреваться как с одной, так и с обеих сторон, в зависимости от таких факторов, как его толщина.
- Если лист поликарбоната толще 3 мм, рекомендуется использовать двухсторонний нагрев.
Кроме того, если лист толще 6 мм, рекомендуется снять защитную пленку, защищающую лист поликарбоната. Делая это, по крайней мере, вдоль линии сгиба, предотвращается его расплавление на поликарбонатном листе. Обычно при температуре от 155 o C до 165 o C нагретая область становится достаточно податливой, чтобы ее можно было согнуть под нужным углом.
Следствием локального нагрева, используемого при горячей гибке, является то, что лист может расширяться и деформироваться при охлаждении. Следовательно, всегда рекомендуется проверять эффективность горячей гибки на небольшом образце листа поликарбоната, прежде чем приступать к работе с листом большего размера. Преобразовав этот образец таким образом, можно также проверить, не нарушена ли целостность листа из-за изгиба. Делается это ударами молотка по линии сгиба; если он разорвется, то заданная температура была слишком низкой. Следовательно, вы должны регулировать его вверх для следующего образца, пока не обнаружите, что лист сохраняет свою целостность, несмотря на такие удары.
Одним из способов уменьшения вызванного напряжением растрескивания на линии изгиба является процесс отжига. Это процесс нагревания листа до определенной температуры и последующего медленного охлаждения с заданной скоростью. Это изменяет его свойства, такие как твердость, делая его более гибким.
Также возможно, что при использовании металлических контактных нагревателей они могут прилипнуть к поверхности и вызвать нежелательные царапины на листе поликарбоната.
Ни в коем случае нельзя допускать контакта провода с листом поликарбоната.
Кроме того, при применении к поликарбонатным листам размером более 1 метра изгиб горячей линии может привести к искривлению листа в незапланированную вогнутую форму. Обычно это происходит из-за отрыва внешних краев. Таким образом, рекомендуется создать простое приспособление, которое позволит листу остывать на месте с минимальной вероятностью деформации.
Следует соблюдать осторожность, чтобы избежать риска изгиба конца листа, как показано на этой диаграмме. Чтобы избежать таких перекосов, более длинные листы необходимо предварительно нагреть (весь лист); 200 o F (93,3 o C). Это работает для некоторых коммерческих версий.
Тем не менее, важно просмотреть руководство по продукту, чтобы найти идеальную температуру предварительного нагрева для имеющегося у вас поликарбонатного листа.
По мере увеличения толщины листа может оказаться целесообразным поместить нагревательный элемент в V-образную канавку.
Это связано с тем, что поликарбонат имеет тенденцию поглощать влагу, и такая установка позволяет влаге испаряться, не создавая пузырьков внутри листа. В то же время позволяя формировать острый угол.
Горячую гибку поликарбоната делает кампания из Санкт-Петербурга, вот их сайт https://flamma.spb.ru/goryachaya-gibka-plastikov/gibka-polikarbonata/. О процессе горячей гибки вы можете уточнить у них напрямую.
5.Гибка поликарбонатного листа с помощью фена
В принципе, использование тепловой пушки для гибки поликарбонатного листа аналогично горячей гибке, о которой мы писали выше. Только оператор теперь вынужден постоянно перемещать тепловую пушку вдоль линии изгиба и переворачивать лист поликарбоната, чтобы обеспечить нагрев обеих сторон. В этом случае вам просто понадобятся тиски/зажим, чтобы удерживать лист на месте, и тепловой пистолет.
Однако проблема с использованием тепловой пушки заключается в том, что, поскольку процесс настолько ручной, вероятность неравномерного нагрева очень велика.В свою очередь, это означает, что вдоль линии изгиба могут образовываться пузыри, а это повлияет на долговечность поликарбоната в месте изгиба.







Комментарии
Еще никто не прокомментировал
Станьте первым!
Для того чтобы оставлять комментарии необходимо зарегистрироваться или авторизоваться